


����̼�w�S��(f��)�ϲ������ɻ��w���ϭh(hu��n)����֬������(qi��ng)����̼�w�S������(f��)�϶�������ͬ������O(sh��)���w�S�M�����γɾ��в�ͬ���ܵĽY(ji��)��(g��u)�������ӹ��r(sh��)�������^(q��)�����ܵ����ߵĔD���ͼ������ã�����ԓ���Ϟ���Բ�������м���γɶ���h(hu��n)����֬�������Ѻ��w�S�����졢���������Д��ѵ���Ҳ�����f����������ʹ�íh(hu��n)����֬����׃��������ͬ�r(sh��)�����������f�o�w�S��ʹ�w�S�������w�S�ķ���ǵIJ�ͬ�����в�ͬ������׃�κ�������ʽ��
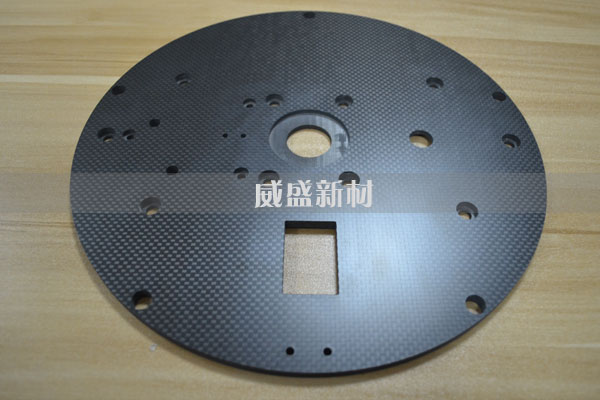
���Dʾ��̼�w�S��(f��)�ϲ��ϼӹ�����
������0°��r������м����ʽ�ǵ���ͨ�^�����������Ӳ����c���w���Ϸ��x�_��(sh��)�F(xi��n)�����@�N����׃����ʽ�ɷQ����g���x�������ߵ������к����������w�S�Č��g���S�����ߵ�����ǰ�M(j��n)��̎�ڱ��������ֵIJ��ϲ��౻�D��������w�����쏊(qi��ng)�ȱ�̼�w�S�ĉ��s��(qi��ng)��С�Ķ������Ԯ�(d��ng)�D���l(f��)չ��һ���̶������������ֵ����ӕ��l(f��)�����g���x�����������ֱ�����
������0°~90°����r������м���ų��^���c���g���x����ͬ��м�Ԍ��g���Ƶ���ʽ�ų�����м���Π�͌��g���x��������@�N׃����ʽ�ɷQ����g�����������ߵ�������һ���|�ĵ��w�S���������܇��Ę�֬���w�l(f��)������׃�Σ����Іη����Ե��w�S�s�����S����֬���w�l(f��)������׃���������ЃA�Ǻ��w�S�ǵĎΌW(xu��)�P(gu��n)ϵ���S�������^�̵��M(j��n)�������������Ќ��w�S��(f��)�ϲ��ϵ��ƔD�������w�S��(n��i)���γɴ�ֱ���w�S�����S���ļ��Б�(y��ng)������(d��ng)���Б�(y��ng)�����^�w�S���Џ�(qi��ng)�ȘO�ޕr(sh��)���w�S���Д���
������90~180°��r������135°����������ߌ�ǰ�˲��ϵ��ƔD���Ì�(d��o)��(f��)�ϲ����g�Č��g���x������ǰ�˲����ڵ��������°l(f��)����������(d��ng)������(y��ng)�����^̼�w�S��(f��)�ϲ��ϵď�����(qi��ng)�ȘO�ޕr(sh��)���ײ��l(f��)��������
������ͬ���������ϣ�����̼�w�S��(f��)�ϲ�����Ҫ���ߵļ��g(sh��)���o�a��ʢ�²��ϿƼ�����˾���g(sh��)�����ۺF(xi��n)�����a(ch��n)܇�g5000��ƽ�������������M(j��n)����Ч�ď�(f��)�ϲ���ģ����������������p�@�ȳ���ˇ�����������M(j��n)���w�S����(qi��ng)��(f��)�ϲ��ϰ�����ܲ���ģ�����ቺ������(sh��)�ؼӹ������a(ch��n)�������P(gu��n)�w�S��(f��)�ϲ��Ϯa(ch��n)Ʒ�L�ڳ��ښW���ȇ��ҡ����]��Ŀ��3mm��̼�w�S������ӹ����D��
�����ھ���ԃ���o���䛣�
- ��һƪ��̼�w�S�A�ܵ��������
- ��һƪ��̼�w�S��(f��)�ϲ��ϵ��������ՙC(j��)��


Copyright © 2016 RSN All Rights Reserved �KICP��16059707̖-1�o�a��ʢ�²��ϿƼ�����˾�پW(w��ng)
